Zakładka Szczegóły
●Treść operacji – skrócona treść operacji wyświetlana na liście operacji (powtórzenie z listy operacji),
●Czas opóźnienia – pole jest niedostępne dla pierwszej operacji procesu sekwencyjnego oraz wszystkich – w procesie równoległym. W procesie sekwencyjnym, dla innej operacji niż pierwsza możemy podać opóźnienie, co oznacza odstęp czasu pomiędzy zakończeniem operacji poprzedniej, a rozpoczęciem bieżąco opisywanej. Np. W związku z konieczną kontrolą jakości a następnie transportem wykonanego produktu przejściowego do następnego stanowiska. W szczególności Opóźnienie może być ujemne i wówczas oznacza rozpoczęcie operacji następnej – wyprzedzone względem zakończenia operacji poprzedniej. Opóźnienie wyświetlane kolorem niebieskim to faktyczna przerwa między zakończeniem poprzedniej i rozpoczęciem kolejnej operacji.
●Opóźnienie ujemne – flaga o znaczeniu jw. Umożliwia „zakładkową” realizację procesu. Okoliczności charakterystyczne dla liniowej organizacji wytwarzania. Opóźnienie ujemne to faktycznie przyspieszenie rozpoczęcia operacji i jest wyświetlane kolorem czerwonym. . Jeżeli partia transportowa jest różna od zera to w kolejnych operacjach sekwencyjnych będzie występowało opóźnienie ujemne (przyspieszenie). Dla operacji, której czas trwania został wyznaczony przez normę stałą, opóźnienie wynosi zero. Podobnie jeśli operacja jest wsadowa.
oPartia transportowa – wielkość partii transportowej dla danej operacji, domyślnie ustawiona wartością z nagłówka procesu technologicznego. Nie może być większa od ‘wielkości partii’ z nagłówka technologii. Dla operacji, która ma ustawiony wskaźnik ‘wsad’ partia transportowa ma ilość zero. Wielkość zero oznacza, że przy realizacji danej operacji do kolejnej przekazujemy całą partię technologiczną.
oSekwencyjna – flaga wskazująca, czy dana operacji jest wykonywana w sekwencji operacji, czy też nie. Domyślnie ustawiona wartością z nagłówka technologii. Jeżeli w procesie występują operacje, dla których flaga jest ustawiona oraz operacje, dla których flaga jest włączona, mówimy wtedy o mieszanym sposobie realizacji (nie szeregowo, nie równolegle) procesu.
●Opis – opis operacji, szerszy niż w przypadku pola “treść operacji”. Opis jest drukowany na raporcie “karta technologii”. Może zawierać dokładną charakterystykę czynności wykonywanych przez pracownika w operacji.
Zakładka Zasoby wejściowe

Rysunek 303. Dane operacji – zasoby wejściowe
W zakładce tej definiuje się dane:
●Pochodzenie – wskazanie, skąd brany jest zasób wejściowy, możliwe są wskazania: z magazynu, z zakupu, z poprzedniej operacji, z aktywów techniczno-kadrowych. Zasób typu aktywa techniczno-kadrowe może być trojakiego rodzaju: nieokreślony (znaczenie takie jak dotychczas) lub maszyna lub robocizna. Rozróżnienie rodzaju ATK definiowane jest w edycji produktów. Dla zasobów ‘z magazynu’ jest kontrolowany stopień fabrykacji określony w definicji produktu. Jeżeli nie ma stopnia fabrykacji, produkt nie może być zasobem wejściowym ‘z magazynu’.
●Magazyn – jeśli zasób pochodzi z magazynu należy wskazać magazyn z którego nastąpi wydanie zasobu do procesu,
●Produkt/Aktyw – identyfikator produktu lub aktywu TK będącego zasobem wejściowym, podpowiadane są towary o stopniu prefabrykacji: materiał lub półfabrykat albo zasób ATK rodzaju robocizna lub maszyna. Jeżeli zasób pochodzi z zakupu należy wskazać usługę,
●Jm – wskazanie jednostki miary, w której podaje się ilość zasobu wejściowego, domyślnie jest to techniczna jednostka miary przypisana do produktu. Na liście podpowiadanych jm pojawiają się wyłącznie jednostki przypisane do produktu.
●Norma – wielkość zasobu wejściowego w podanej jednostce miary, definiowana na liście zasobów. Gdy flaga ‘Naddatki zasobów wejściowych’ jest nieustawiona oznacza wtedy normę brutto, gdy w/w flaga jest ustawiona, edycji podlega Norma jedn. netto i Naddatek, jak to pokazane zostało na rysunku. Dla zasobu typu aktywa techniczno-kadrowe (ATK ) rodzaju maszyna lub robocizna, Norma zasobu jest wyświetlana, a wynika z przeliczenia na jm [godzina] sumy czasów tpz/wielkość partii + tj,
●Norma na partię – ilość zasobu dla całej partii. Może podlegać edycji zamiast pola Norma gdy ustawiony jest znacznik ‘Normy ilości i czasów dla partii’.
W przypadku operacji wsadowej naddatki nie są uwzględniane, zaś norma odniesiona jest do jednego wsadu (Norma na wsad). Dana w kolumnie Norma na partię wyliczana jest, jako iloczyn normy na wsad i liczby wsadów:

Rysunek 304. Dane operacji wsadowej – zasoby wejściowe z magazynu
●‘...’ – przycisk ten umożliwia otwarcie okna do edycji/podglądu zamienników dla danego zasobu wejściowego o pochodzeniu z magazynu lub zasobu ATK.
●Parametry segregacji – jeżeli dla wskazanego zasobu wejściowego w definicji produktu określono wymagane i obowiązujące parametry segregacji, w tym miejscu należy podać wartości parametrów segregacji, z którymi zostanie użyty zasób wejściowy do operacji.
 Uwaga
Uwaga
Jeżeli w systemie jest włączona rejestracja produktów w obszarze Produkcja i wybrany produkt jest tu zarejestrowany, to brane są pod uwagę parametry z rejestracji w tym obszarze. Jeżeli produkt nie jest zarejestrowany w obszarze Produkcja, a rejestracja jest włączona to taki produkt i jego parametry nie pojawią się na liście podpowiedzi produktów w zasobach wejściowych. Jeżeli nie ma rejestracji w obszarze Produkcja, obowiązują parametry segregacji dla punktu obrotu Firma.
●Kategoria obrotu – dla zasobów ‘z magazynu’ można wskazać inną kategorię obrotu niż domyślną. Domyślna kategoria obrotu jest zdefiniowana w typie procesu technologicznego, wskazanego w danym procesie.
W przypadku zasobu rodzaju Aktyw techniczno-kadrowy (pracownik/maszyna), układ formatki do edycji jest odmienny niż dla zasobu z magazynu, a ponadto zróżnicowany dla pracy w trybie jednostkowym oraz pracy w trybie wsadowym.
Uwaga
Produkt, który w technologii ma być użyty, jako zasób ATK musi mieć zdefiniowaną bazową jednostkę miary ‘godzina’, to jest taka sama jednostka, która została zdefiniowana w polu ‘Jednostka czasu godzina’ w zakładce ‘Parametry firmy’ w opcji ‘Struktura organizacyjna firmy’.
Tryb jednostkowy
")
Rysunek 305. Dane operacji – zasoby rodzaju ATK (pracownik/maszyna)
●Tj – dla zasobu ATK maszyna lub robocizna jest to czas roboczego użycia danego zasobu, zawsze odnosi się do jednostki produktu wiodącego procesu. Podlega edycji, gdy normy nie dotyczą partii. Podawany jest w formacie [h] [m:s] z dokładnością do sekundy,
●Tpz – dla zasobu ATK maszyna lub robocizna jest to czas przygotowawczo-zakończeniowy użycia zasobu, zawsze odnoszony jest do całej partii. Podawany jest w formacie [h] [m:s],
●Ntj – dla zasobu ATK maszyna lub robocizna jest to czas użycia danego zasobu dla całej partii produktu. Przy edycji czasu jednostkowego ten czas jest iloczynem czasu Tj i wielkości partii. Podlega edycji tylko wówczas, gdy normy podawane są na partie. Podawany jest w formacie [h] [m:s],
●Koszt na jednostkę czasu – jest daną przywołaną z definicji zasobu ATK (maszyny lub robocizny) w kartotece produktów. Pole dostępne do edycji, chronione osobnym prawem dostępu. Użytkownik może określić inny koszt jednostkowy niż wynika to z definicji zasobu. Taka zmiana będzie się jednak odnosiła wyłącznie do danej operacji procesu technologicznego, nie będzie miała wpływu na koszt jednostkowy zapisany w danych produktu. Nie zostanie tez odnotowana w historii obiektu.
●Koszt na jednostkę produktu operacji. Pole dostępne do edycji, chronione prawem dostępu. Właściwość należy wykorzystać w sytuacji, gdy chcemy zadeklarować wartościową normę zapłaty za jednostkę wytwarzanego w operacji produktu. W takim przypadku (gdy koszt ten jest większy od zera) – w kalkulacji kosztów wytworzenia, program uwzględnia omawiany koszt, a nie koszt na jednostkę czasu,
●NS – flaga określająca czy podana wielkość zasobu wejściowego jest stała, jeśli tak to wielkość ta nie zależy od wielkości partii technologicznej,
●T – flaga, która zaznaczona wskazuje, że zasób ma charakter technologiczny i jest wydawany do produkcji bez powiązania z konkretnym zleceniem produkcyjnym. Taki zasób nie stanowi elementu struktury produktu wiodącego w procesie,
●W – flaga, jeśli jest zaznaczona to określa, że zasób będzie uczestniczył w rozliczaniu wstecznym zlecenia produkcyjnego wygenerowanego na podstawie definiowanego procesu technologicznego. Rozliczenie wsteczne polega na wyliczeniu ex post należnych materiałów w oparciu o zliczoną ilość produktu wiodącego procesu.
●Koszt na jednostkę czasu – jest daną przywołaną z definicji zasobu ATK (maszyny lub robocizny) w kartotece poduktów. Pole dostępne do edycji, chronione osobnym prawem dostępu. Użytkownik może określić inny koszt jednostkowy niż wynika to z definicji zasobu.
●Maszyna – pole opcjonalne, pojawia sie do edycji, jeżeli zasób ATK jest rodzaju maszyna. Użytkownik może wybrać konkretne urządzenie które zostało uprzednio zdefiniowane w katalogu maszyn dla zasobu ATK (opcja: Edycja produktu – Katalog maszyn). Do katalogu maszyn mogą być zapisane obiekty określone w module ZMF.
●Narzędzie – pole opcjonalne, pojawia się do edycji, jeżeli zasób ATK jest rodzaju narzędzie. Użytkownik może wskazać konkretny egzemplarz narzędzia do użycia w operacji. Egzemplarze narzędzi muszą zostać wcześniej zdefiniowane w katalogu narzędzi dla zasobu ATK (opcja: Edycja produktu – Katalog narzędzi. Obok pola Narzędzie jest też pole Maszyna, gdzie użytkownik może wskazać maszynę, której dotyczy wybrane wcześniej narzędzie. Podpowiadane są maszyny wskazane w definicji katalogu narzędzi. Uwaga: jeżeli pole ‘Narzędzie’ jest wypełnione, a użytkownik w roboczej technologii zmieni zasób ATK rodzaju narzędzie, to pole ‘Narzędzie’ zostanie wyczyszczone.
Tryb wsadowy (pracy zasobu ATK – maszyny lub robocizny)
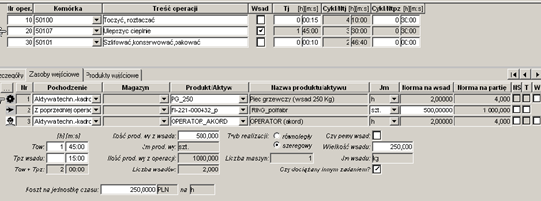
Rysunek 306. Dane operacji wsadowej – zasób ATK – maszyna wsadowa
●Tow (czas obróbki wsadu) – określa czas potrzebny na przetworzenie surowców i materiałów skomponowanych we wsad – w produkt wyjściowy z operacji wsadowej,
●Tpz wsadu – czas niezbędny na przygotowanie maszyny wsadowej (uzbrojenie, ustawienie parametrów pracy itp.) do wykonania obróbki kolejnego wsadu. Także czynności konieczne do zrealizowania po zakończeniu obróbki, a specyficznie związane z przetworzonym wsadem, np. wyładunek produktu wyjściowego, odłączenie mediów, czyszczenie itp.,
●Tow + Tpz – jest sumą obu składowych norm,
●Ilość prod.Wy z wsadu – dana ma charakter ściśle techniczny i wynika z „wsadowej” zdolności maszyny w relacji do atrybutów tego konkretnego produktu wyjściowego właściwych dla miary wsadu (objętość, ciężar itp.). Ze względu na deklarowaną przez użytkownika – w zakładce – Ilość produktu wyjściowego z operacji (na obrazie jw. ilość ta jest wyszarzona, przywołana ze wspomnianej zakładki, gdzie została wyedytowana na 1000), omawiana dana jest bardzo ważna bowiem iloraz: Ilość prod.wy z operacji / Ilość prod.wy z wsadu wyznacza Liczbę wsadów, którą w ramach operacji należy wykonać dla założonej wielkości partii,
●Jm prod.wy – jest jednostką miary przywołaną z zakładki , gdzie jest deklarowana,
●Ilość prod.wy z operacji – jak wspomniano wyżej, jest określana źródłowo w zakładce Produkty wyjściowe,
●Liczba wsadów – dana wyliczana przez program jako określony wyżej iloraz. Jeżeli znacznik ’Czy pełny wsad:’ jest zaznaczony, wówczas ewentualna ułamkowa liczba wsadów zostaje zaokrąglona w górę,
●Tryb realizacji – w okolicznościach wielowsadowego zadania produkcyjnego, w sytuacji gdy dysponujemy większą liczba odpowiednich maszyn wsadowych, możemy zadeklarować tryb równoległy i następnie podać liczbę maszyn jaką chcemy desygnować do równoczesnej realizacji zadania. Liczba maszyn jest kontrolowana przez program i nie może przekraczać podanej w zapisie kartotekowym maszyny jako zasobu ATK. Podanie większej liczby maszyn niż jedna skutkuje odpowiednim skróceniem cykli realizacyjnych Cykl/Ntj i Cykl/Ntpz operacji. Przy nieparzystej liczbie maszyn, program wylicza cykle dla sekwencji liczby wsadów, liczby będącej ilorazem: Liczba maszyn /liczba wsadów, zaokrąglonym w górę do wielkości całkowitej,
●Tryb realizacji równoległy- wg objaśnienia jw. Cykl ‘równoległy’ jest uchylany przez program o ile występuje tylko jeden egzemplarz maszyny wskazywanej do pracy równoległej,
●Tryb realizacji szeregowy – przy jego zaznaczeniu program wyszarza pole Liczba maszyn, ponieważ przyjmuje się domyślnie, że w trybie szeregowym pracuje tylko jeden egzemplarz maszyny,
●Liczba maszyn – inicjalnie podpowiadany jest przez program szeregowy tryb realizacji i jedna maszyna,
●Czy pełny wsad – ustawienie znacznika jest interpretowane jako potrzeba naliczenia dla operacji zasobów wejściowych w ilości wystarczającej dla przerobienia całkowitej liczby wsadów (pełne wsady są charakterystyczne dla np. branż chemicznych czy spożywczych). Jeżeli znacznik nie jest ustawiony, wówczas ilość zasobów wejściowych jest naliczana dla wyliczonej, w tym ułamkowej liczby wsadów. Charakterystyczne dla branży np. metalowej. Przykładowo, operacja nawęglania określonego elementu dotyczy, w ramach danego zadania produkcyjnego, konkretnej jego liczby, która może nie wyczerpywać lub odwrotnie – przekraczać pojemność pieca, wyznaczając ułamkową liczbę wsadów. I tak to należy zostawić, bowiem w takiej sytuacji zaznaczenie pola ‘Czy pełny wsad’ jest niewłaściwe, gdyż program aktualizując w reakcji ilość zasobów, tutaj elementów do nawęglenia, do zaokrąglonej liczby wsadów- wyznaczy liczbę elementów większą aniżeli mamy do obrobienia. Należy podkreślić, że przy ułamkowej liczbie wsadów program i tak przyjmuje pełną liczbę wsadów dla czasu pracy zasobu typu ATK (maszyna lub robocizna)- wyznaczając w ten sposób cykle operacji w wierszu operacji (pola Cykl Ntj i Cykl Ntpz). Ostatecznie, nawęglanie musi trwać „swój” czas” bez względu na to czy piec jest zapełniony czy też nie,
●Wielkość wsadu – dana wyświetlana w celach informacyjnych – z definicji maszyny wsadowej jako zasobu ATK w kartotece produktów. System nie kontroluje porównania wielkości wsadu z ilością produktu wyjściowego z wsadu,
●Jm wsadu – jw.,
●Czy dociążany innym zadaniem? – pole dostępne do edycji tylko wówczas, gdy pole ‘Czy pełny wsad’ nie jest zaznaczone. Ustawienie tego wskaźnika jest interpretowane jako dopuszczalność realizacji na tej maszynie innego zadania w tym samym czasie (np. hartowanie dwu różnych fizycznie elementów ale z tymi samymi parametrami obróbki cieplnej).
W przypadku zasobu pochodzącego z zakupu (np. media, usługa technologiczna, produkt nie magazynowany) w układzie formatki do edycji – pola norm są identyczne jak dla zasobów typu materiałowego (z rozróżnieniem: na jednostkę/partię lub na wsad) natomiast istnieje możliwość wskazania dostawcy z podpowiedzi dostawców:
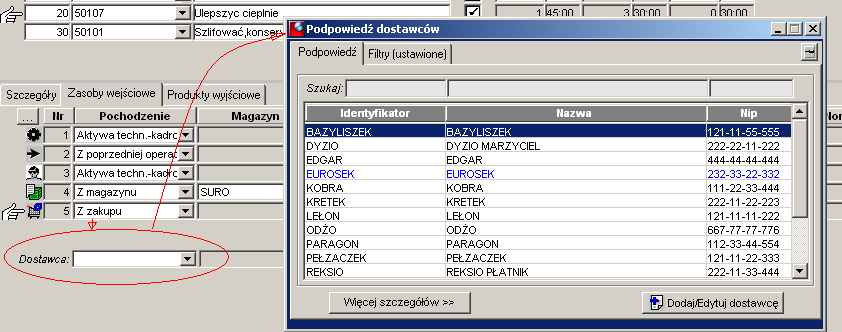
Rysunek 307. Dane operacji wsadowej – zasób z zakupu
●Dla zasobu ‘z zakupu’, w aktywnym zleceniu mamy możliwość wprowadzenia ilości zasobu faktycznie zużytego, a w kalkulacji kosztów zlecenia wskazanie, czy użycie zasobu ma zostać uwzględnione z ewidencji w tym trybie czy też poprzez referencję w stosownej fakturze zakupu (pozycja faktury odpowiadająca użytemu zasobowi, faktura od danego dostawcy z określoną właściwością zlecenia w pozycji faktury).
W przypadku zasobu pochodzącego z zakupu lub Aktywów techniczno-kadrowych, użytkownik ma możliwość transakcyjnej’ zmiany nazwy zasobu:

Rysunek 308. Dane operacji wsadowej – zasób typu maszyna wsadowa. Zamienniki zasobów wejściowych
Zamienniki zasobów wejściowych

Rysunek 309. Zamienniki zasobów wejściowych
W celu zobrazowania, czy zasoby wejściowe mają zdefiniowane zamienniki oznaczono tłem w kolorze żółtym numer zasobu w operacji.
●Użycie przycisku: ‘...’ , w wierszu zasobu będącego materiałem lub półfabrykatem lub usługą, umożliwia otwarcie okna do edycji/podglądu zamienników dla danej pozycji. Zamienniki zasobów wejściowych pochodzących z magazynu, mogą być uwzględnione przy dysponowaniu stanów magazynowych dla wydań zasobów w zleceniu produkcyjnym. Kolejność uwzględniania zamienników jest taka jak kolejność ich definiowania. Brak stanu zasobu głównego (dotyczy to oczywiście tylko zasobów magazynowych) powoduje próbę zadysponowania zamienników wg rosnących priorytetów, a dla równych priorytetów wg rosnących numerów pozycji, aż do zadysponowania żądanej ilości zasobu.
Okno definiowania zamienników z magazynu
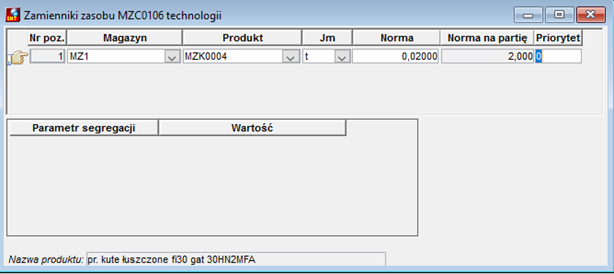
W tym oknie definiuje się dane:
●Magazyn – z którego będzie pochodził zamiennik,
●Produkt – identyfikator produktu będącego zamiennikiem dla zasobu wejściowego. Podpowiadane są towary o stopniu fabrykacji: materiał lub półfabrykat, albo usługa.
●Jm – wskazanie jednostki miary, w której podaje się ilość zamiennika.
●Norma (lub Norma na wsad – w operacji wsadowej)) – wielkość zamiennika w podanej jednostce miary, przyjmowana jako norma brutto, odpowiednio – na jednostkę lub na wsad.
●Priorytet – jeżeli dla zasobu wejściowego zdefiniowano więcej niż jeden zamiennik, można określić priorytet doboru zamiennika. W pierwszej kolejności brany jest pod uwagę zamiennik o najniższej wartości priorytetu.
●Parametr segregacji – jeżeli produkt wskazany jako zamiennik ma zdefiniowane parametry segregacji to są wyświetlane na tej formatce.
●Wartość – dla każdego parametru segregacji można podać oczekiwaną wartość parametru dla zamiennika.
W zasobach wejściowych użytkownik może wprowadzić dodatkowe informacje korzystając z zakładek dostępnych dla zasobów wejściowych:
●Parametry segregacji – dla zasobów wejściowych o pochodzeniu ‘z magazynu’ możliwe jest w tym miejsce wskazanie wartości parametrów segregacji dla tych produktów.
●Dodatkowy opis – dla każdego zasobu niezależnie od pochodzenia można wprowadzić dodatkowe informacje opisujące zasób wejściowy.
●Dane dodatkowe – jeżeli w typie procesu technologicznego zostały zdefiniowane dane dodatkowe dla zasobów wejściowych, w tej zakładce użytkownik może podać wartości danych dodatkowych dla wskazanego zasobu.
Zakładka Produkty wyjściowe

Rysunek 311. Dane operacji – produkty wyjściowe
W zakładce tej definiuje się dane:
●Przeznaczenie – wskazanie, dokąd zostanie skierowany produkt wyjściowy z operacji, możliwe są wskazania: Do magazynu lub Inne lub Następna operacja. Opcja Inne może być użyteczna w przypadku przekazania produktu/usługi z ominięciem magazynu (np. wprost do klienta lub do innego procesu, np. montażowego),
●Magazyn – jeśli produkt trafia do magazynu należy podać ten magazyn,
●Produkt – identyfikator produktu/usługi będącego produktem/usługą wyjściową, podpowiadane są towary o stopniu fabrykacji: wyrób gotowy lub półfabrykat albo usługa,
●Jm – wskazanie jednostki miary, w której podaje się ilość produktu wyjściowego,
●Ilość na partię – ilość produktu wyjściowego z operacji w podanej jednostce miary, Jeżeli produkt wyjściowy z operacji jest produktem wiodącym procesu, to ilość jest wskazywana automatycznie w wielkości partii określonej w nagłówku technologii. Przynajmniej w jednej operacji jako produkt wyjściowy musi być wskazany produkt wiodący procesu, w przeciwnym razie proces technologiczny nie zostanie zatwierdzony. W przypadku operacji wsadowej konieczne jest wskazanie, czy jest to „główny produkt” wytwarzany w operacji. W takim przypadku tu wprowadzona ilość podzielona przez ilość produktu wyjściowego z jednego wsadu (zakładka ‘Zasoby wejściowe’) wyznaczy tamże liczbę wsadów. Produkt główny operacji wsadowej może być produktem wiodącym procesu i wówczas jego ilość jest wskazywana automatycznie na poziomie wielkości partii technologicznej,
●NS – znacznik normy stałej. Odnosi się do przypadków, w których produkt wyjściowy (inny niż wiodący) z operacji powstaje bez związku z ilością produktu wiodącego procesu. Po prostu samo zrealizowanie operacji skutkuje powstaniem pewnej ilości produktu wyjściowego lub ko-produktu i zmiany wielkości partii nie mają wpływu na tą ilość,
●Prod.gł. (produkt główny, uzyskiwany z operacji). Jak wyżej wspomniano, w operacjach wsadowych konieczne jest wskazanie wyjściowego z operacji produktu głównego. Jeżeli produkt Wy z operacji wsadowej jest równocześnie produktem wiodącym całego procesu wówczas nie będzie mógł być już zadeklarowany powtórnie jako produkt wyjściowy w którejkolwiek z operacji. w razie takiej konieczności (bo np. po operacji wsadowej produkt podlega dalszej obróbce – należy przypisać mu dodatkowy identyfikator i dopisać do kartoteki ‘Produkty’ jako półfabrykat i wówczas jako taki zadeklarować w operacji wsadowej z przeznaczeniem do Następnej operacji,
●Parametry segregacji – jeżeli dla produktu wyjściowego w definicji produktu określono wymagane i obowiązujące parametry segregacji, w tym miejscu należy podać domyślne wartości parametrów segregacji z którymi zostanie uzyskany produkt wyjściowy z procesu.
Uwaga
Jeżeli w systemie jest włączona rejestracja produktów w obszarze Produkcja i wybrany produkt jest tu zarejestrowany, to brane są pod uwagę parametry z rejestracji w tym obszarze. Jeżeli produkt nie jest zarejestrowany w obszarze Produkcja, a rejestracja jest włączona to taki produkt i jego parametry nie pojawią się na liście podpowiedzi produktów w zasobach wyjściowych. Jeżeli nie ma rejestracji w obszarze Produkcja, obowiązują parametry segregacji dla punktu obrotu Firma.
●Kategoria obrotu – dla produktów wyjściowych ‘do magazynu’ można wskazać inną kategorię obrotu niż domyślną. Domyślna kategoria obrotu jest zdefiniowana w typie procesu technologicznego, wskazanego w danym procesie.
Zakładka Załączniki
Załączniki – korzystając z prawego przycisku myszy można dodać załącznik do operacji procesu technologicznego. Program informuje o liczbie załączników dodanych w tym miejscu do procesu.
Zakładka Dane dodatkowe
Dane dodatkowe – jeżeli w typie procesu zdefiniowano dane dodatkowe do pozycji (operacji) procesu, w tej zakładce może podać konkretne wartości tych danych dla edytowanego procesu.
Jeżeli w tej zakładce pojawia się * oznacza to, że do typu procesu są dodane dane dodatkowe i należy podać ich wartości.
Opcje dostępne do użycia na liście operacji w formatce do edycji procesu technologicznego.
Są dostępne pod prawym przyciskiem myszy. Pojawiają się możliwości:
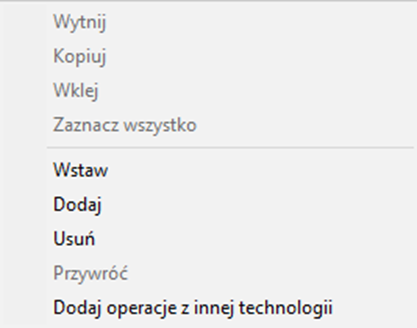
Wstaw – umożliwia wstawienie (dopisanie) nowej operacji przed operacją na której znajduje się kursor.
Dodaj – - umożliwia dopisanie nowej operacji po operacji na której znajduje się kursor.
Usuń – umożliwia skasowanie operacji na której znajduje się kursor.
Dodaj operacje z innej technologii – umożliwia wybór i skopiowanie wybranych operacji z innej technologii do aktualnie edytowanego procesu, kopiowane operacje są dodawane zawsze na końcu procesu. Po wybraniu tej opcji pojawia się formatka do wyboru procesu:
Z listy technologii należy wybrać proces do kopiowania. Na liście do wyboru pojawiają się wszystkie procesy (zatwierdzone i robocze). Listę podpowiadanych procesów można sortować wg wyświetlanych na liście kolumn. Można także wybrać proces który jest aktualnie edytowany, co umożliwia powielenie operacji.
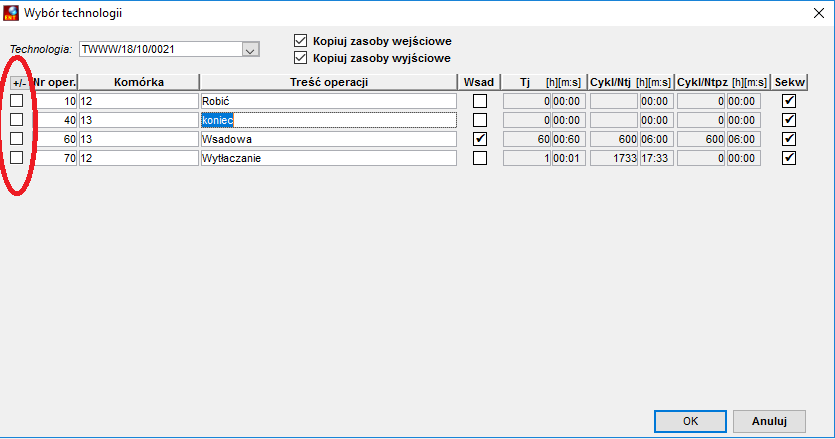
Po wybraniu procesu do kopiowania pojawia się lista operacji tego procesu. Użytkownik zaznacza, które operacje chce skopiować. Dodatkowo może ograniczyć zakres danych z kopiowanych operacji. Domyślnie kopiowane są wszystkie dane zaznaczonych operacji. Po skopiowaniu operacji, ich dane liczbowe są przeliczane wg wielkości partii technologicznej procesu, do którego operacje są kopiowane. Dodatkowo pojawia się komunikat informujący użytkownika o konieczności sprawdzenia produktu wiodącego procesu, co ma znaczenie przede wszystkim, gdy kopiowane operacje pochodzą z innego procesu dla tego samego produktu wiodącego.
Ponadto na liście operacji można skorzystać z przycisków: 
●Ustaw operację jako pierwszą – przesuwa wskazaną operację jako pierwszą w procesie,
●Ustaw operację jako poprzednią – przesuwa wskazaną operację o jedną pozycję do góry,
●Ustaw operację jako następną – przesuwa wskazaną operację o jedną pozycje w dół,
●Ustaw operację jako ostatnią – przesuwa wskazaną operację na koniec listy operacji.
Uwaga
Korzystania z tych opcji nie zmienia numeru operacji. Zmienia jedynie kolejność operacji w procesie. Aby po takiej zmianie kolejność operacji odpowiadała rosnącym numerom operacji wskazane jest użycie opcji „Przenumeruj operacje”.