Lista operacji w zleceniu naczytuje się z procesu technologicznego lub jest tworzona w trybie edycji użytkownika – jeżeli zlecenie tworzone jest bez wskazania technologii. Niezależnie od sposobu utworzenia, lista operacji w zleceniu może zostać zmodyfikowana, co w przypadku utworzenia zlecenia z technologii – nie modyfikuje operacji zapisanych w inicjalnym procesie technologicznym – takie zmiany są zmianami wprowadzonymi doraźnie, dla konkretnego zlecenia.
 Uwaga
Uwaga
Jeżeli w typie zlecenia jest ustawiona flaga „Automatyczne rozwijanie operacji z technologii półfabrykatów”, a w przywołanej technologii w zasobach wejściowych jest wskazany półfabrykat i istnieje do niego technologia bazowa, wtedy operacje z technologii półfabrykatu są wstawiane do zlecenia przed operacją, w której półfabrykat jest zasobem wejściowym.
●Numer operacji – numer operacji w zleceniu, domyślnie operacje są numerowane co 10. Numer operacji nie musi oznaczać kolejności wykonywania operacji. W niektórych przedsiębiorstwach stosuje się oznaczenie jednym numerem operację, taką samą w ramach całego zakładu. Planowana kolejność realizacji wynika z kolejności ustawienia operacji w zleceniu,
●Komórka – identyfikator komórki produkcyjnej w której operacja ma być wykonana, podpowiadane są tylko te komórki, które w strukturze organizacyjnej maja ustawioną flagę „produkcyjna”,
●Treść operacji – opis operacji,
●Ws – znacznik wskazujący, że operacja ma być realizowana w trybie wsadowym (z użyciem maszyny/urządzenia wsadowego). Po ustawieniu tego wskaźnika system oczekuje wskazania w zasobach wejściowych operacji zasobu ATK rodzaju maszyna z ustawioną flagą „tryb wsadowy”.
●Sek – flaga, która pokazuje czy operacja jest wykonywana w sekwencji czy też nie. Zdefiniowanie tej flagi w nagłówku zlecenia umożliwia jej powielenie dla operacji. W tym miejscu flaga jest tylko wyświetlana, edycja tej danej dla konkretnej operacji jest możliwa w zakładce Szczegóły operacji.
●Tj – czas wykonania operacji dla jednej jednostki produktu. W operacjach ‘wsadowych’ Tj jest równoznaczne z czasem realizacji jednego wsadu (pole Tow w zapisie parametrów maszyny ‘wsadowej’ jako zasobu wejściowego ATK operacji).
●Cykl/Ntj – cykl zrealizowania operacji zlecenia na całej partii. Cykl/Ntj jest wyliczony przez program na podstawie wprowadzonego Tj. W operacjach wsadowych, dla zasobów ATK rodzaju maszyna lub robocizna, Cykl/Ntj jest zawsze równy iloczynowi Tj(=Tow) oraz liczby wsadów, zaokrąglonej w górę do liczby całkowitej.
●Cykl/Ntpz – cykl realizacji czynności przygotowawczo-zakończeniowych związanych z przetworzeniem całej partii. Związany jest z czasem uzbrojenia stanowiska w narzędzia i przyrządy, ustawienia parametrów pracy, wykonania sztuk próbnych – jeśli są technologicznie przewidziane, a także – po zakończeniu obróbki – na rozbrojenie i oczyszczanie stanowiska. Czas przygotowawczo-zakończeniowy odnosi się zawsze do całej partii. W operacjach wsadowych, dla zasobów ATK rodzaju maszyna lub robocizna, Cykl/Ntpz jest zawsze równy iloczynowi Tpz odnośnego zasobu ATK operacji wsadowej oraz zaokrąglonej w górę liczby wsadów.
●Pole wyboru – to pole daje możliwość zaznaczenia/odznaczenia operacji przewidzianych do zbiorczego ich skasowania (opcja dostępna pod prawym przyciskiem myszy). Grupowe kasowanie operacji jest dostępne dla zleceń ze statusem „robocze”. W zleceniach „aktywnych” kasowanie działa dla pojedynczej operacji.
Jeżeli zlecenie zostało wygenerowane ze zgłoszenia w module ZMF to lista operacji zlecenia odpowiada pozycjom zgłoszenia. Jedna pozycja w zgłoszeniu – jedna operacja. Zawartość pola „nazwa sprawy” dla pozycji zgłoszenia jest przenoszona do pola „treść operacji” w operacji, która odpowiada pozycji. Kod usterki i kod przyczyny usterki zdefiniowane w pozycji zgłoszenia przenoszą się do takich samych pól w operacji. Planowane daty rozpoczęcia i zakończenia operacji odpowiadają tym samym datom w pozycji zgłoszenia. Operacji, która odpowiada pozycji zgłoszenia nie można usunąć ze zlecenia.
Na liście operacji można wykonywać działania jak niżej:
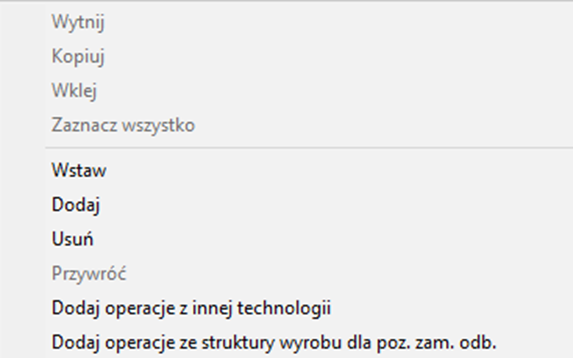
Opcja Dodaj operacje z innej technologii umożliwia wczytanie operacji z wybranego procesu. Podobnie jak w procesach technologicznych można wskazać, które operacje z wybranego procesu zostaną dodane do listy operacji zlecenia. Opcja działa, gdy kursor znajduje się na zasobie wejściowym „z magazynu” o stopniu fabrykacji – półfabrykat. W przypadku innych zasobów opcja nie jest dostępna.
Jeżeli zlecenie zostało wygenerowane z pozycji zamówienia od odbiorcy, a dla pozycji zamówienia została zdefiniowana struktura produktu, wtedy na liście operacji możliwe są działania:
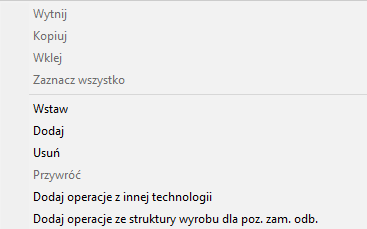
Opcja „dodaj operacje ze struktury wyrobu dla poz. zam. odb” powoduje utworzenie na liście operacji jednej operacji z zasobami wejściowymi pochodzącymi ze struktury wyrobu zdefiniowanej w pozycji zamówienia. Po wczytaniu danych pojawia się dodatkowe ostrzeżenie:
Przed aktywacją zlecenia użytkownik musi uzupełnić pole „magazyn” w zasobach wejściowych oraz w wyjsciowych dla produktu głownego zlecenia. Identyfikator zlecenia utworzonego w ten sposób jest dopisywany do pozycji zamówienia od odbiorcy w zakładce Właściwości jako „kierunek rozchodu”.
Jeżeli zlecenie jest „aktywne” to działanie opcji na liście operacji jest uzależnione od uprawnień użytkownika (prawo – Edycja aktywnego zlecenia) oraz od ustawienia w parametrach modułu Produkcja w Repozytorium, parametru Dodanie operacji bez deaktywacji. Gdy parametr jest ustawiony na TAK, można działać na liście operacji zgodnie z posiadanymi uprawnieniami. Jeżeli parametr jest ustawiony na NIE, przed dodaniem operacji należy wykonać opcję „Deaktywacji zlecenia”. Jeżeli to działanie nie zmieni statusu zlecenia na robocze, wtedy można dodawać operacje do aktywnego zlecenia. Korzystanie z opcji „wstaw” w aktywnym zleceniu może być ograniczone stanem operacji, przed którą chcemy wstawić nową operację.
Ponadto na liście operacji można skorzystać z przycisków 
●Ustaw operację jako pierwszą – przesuwa wskazaną operację jako pierwszą w procesie.
●Ustaw operację jako poprzednią – przesuwa wskazaną operację o jedną pozycję do góry,
●Ustaw operację jako następną – przesuwa wskazaną operację o jedną pozycje w dół,
●Ustaw operację jako ostatnią – przesuwa wskazaną operację na koniec listy operacji.
Uwaga
Korzystania z tych opcji nie zmienia numeru operacji. Zmienia jedynie kolejność operacji w zleceniu. Aby po takiej zmianie kolejność operacji w zleceniu odpowiadała rosnącym numerom operacji, wskazane jest użycie opcji „Przenumeruj operacje”.
Zakładka Szczegóły operacji
W zakładce można zdefiniować dodatkowe atrybuty operacji:
●Treść operacji – jest przenoszona z pola Treść operacji w obszarze listy operacji, tu można ją zmodyfikować.
●Planowana data i czas
orozpoczęcia, podana dla pierwszej operacji powoduje wyliczenie możliwych terminów rozpoczęcia / zakończenia kolejnych operacji.
ozakończenia, wyliczana w oparciu o czas trwania operacji względem planowanej daty rozpoczęcia, podana dla ostatniej operacji w zleceniu, powoduje wyliczenie możliwych terminów rozpoczęcia / zakończenia poprzednich operacji.
●Czas opóźnienia. Znaczenie jak w technologii: w dowolnej operacji nie pierwszej możemy podać ten czas jako dodatni lub ujemny (ustawienie pola wyboru Opóźnienie ujemne?), powodując powstanie odstępu, lub zakładkę przy opóźnieniu ujemnym – pomiędzy zakończeniem operacji poprzedniej a rozpoczęciem operacji deklarowanej. Wielkość opóźnienia może wyliczyć się też automatycznie z chwilą zdefiniowania wielkości partii transportowej w nagłówku zlecenia i powielenia tej wielkości do operacji. Może też się pojawiać z chwilą zmiany wielkości partii transportowej dla poprzedniej operacji.
●Operacja sekwencyjna – flaga, która pokazuje czy operacja jest wykonywana w sekwencji czy też nie. Flaga dostępna do edycji, jeżeli w nagłówku zlecenia jest ustawiona flaga ‘Sekwencja operacji’. Ustawienie tej flagi pozwala sterować realizacją zlecenia w układzie sekwencji operacji i równoległości operacji poprzez wyłączanie tej flagi na poziomie poszczególnych operacji. Oznacza to, że część operacji w zleceniu musi być wykonywana w sekwencji (operacje z włączoną flagą), a część operacji może być wykonywana równolegle (operacje z wyłączoną flagą). Jeżeli flaga dla operacji jest włączona to jej uruchomienie jest możliwe, gdy operacje ją poprzedzające są uruchomione. Jeżeli flaga dla operacji jest wyłączona, to jej uruchomienie jest możliwe, gdy operacja, która poprzedza daną operację i ma ustawioną flagę sekwencji, też jest uruchomiona. . Wyłączenie tej flagi jest brane pod uwagę przy wyliczeniu czas trwania zlecenia, jeżeli co najmniej dwie kolejne operacje zlecenia mają flagę wyłączoną. Wyłączenie flagi dla pojedynczej operacji w ciągu innych, dla których flaga jest włączona, nie ma praktycznego znaczenia.
●Partia transportowa – określenie wielkości partii transportowej dla danej operacji, nie może być większa niż ilość uruchamiana dla zlecenia. Podanie partii transportowej większej od zera powoduje, że dla następnej operacji ustawia się opóźnienie ujemne (przyspieszenie) i planowana data (godzina) rozpoczęcia tej operacji są wcześniejsze, niż planowana data i godzina zakończenia operacji dla której ustawiono partię transportową. Zliczenie dla danej operacji ilości wykonanego produktu odpowiadającego partii transportowej pozwala uruchomić następną operację (w sekwencji operacji). Dla operacji, która ma ustawiony wskaźnik ‘wsad’ partia transportowa ma ilość zero.
●Opis – pole tekstowe do wprowadzenia rozwiniętego opisu operacji, ewentualnie ułożonego w stosowanych zabiegach/fazach składowych operacji. Pole ma charakter informacyjny.
Dla zleceń, których typ jest rodzaju „remontowe” dodatkowo pojawiają się dwa pola:
●Kod usterki – pole wyboru do wskazania jaka jest usterka, która była powodem utworzenia zlecenia. Jeżeli zlecenie zostało wygenerowane ze zgłoszenia w module ZMF, pole zawiera kod wprowadzony w zgłoszeniu i nie podlega edycji.
●Kod przyczyny usterki – pole wyboru do wskazania, jaka jest przyczyna usterki. Jeżeli zlecenie zostało wygenerowane ze zgłoszenia w module ZMF, pola zawiera kod wprowadzony w zgłoszeniu. Wartość może zostać zmieniona w trakcie obsługi zlecenia (przed jego zamknięciem).
Nie ma tu znaczenia, czy takie zlecenie zostało wygenerowane ze zgłoszenia w module ZMF, czy zostało utworzone ręcznie przez użytkownika. Wspomniane kody do wyboru są definiowane w słowniku w module ZMF.
Dla zleceń o statusie roboczym lub aktywnym istnieje możliwość edycji pól kod usterki i kody przyczyny usterki. Dla zlecenia zamkniętego produkcyjnie lub księgowo edycja pól jest zablokowana. Po cofnięciu zamknięcia produkcyjnego i odświeżeniu okna, wraca możliwość edycji pól.
Zakładka Zasoby wejściowe
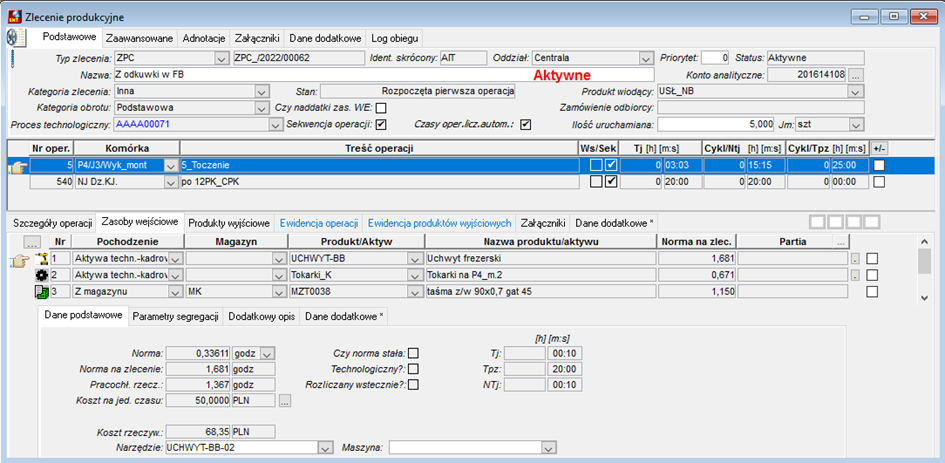
W zleceniu, w zakładce Zasoby wejściowe, są definiowane ilości zasobów wejściowych potrzebnych do realizacji danej operacji zlecenia. Inicjalnie, przy tworzeniu zlecenia z technologii, ilości wynikają z norm zapisanych w procesie technologicznym oraz ilości uruchamianej produktu wiodącego w zleceniu:

Rysunek 340. Zasoby wejściowe w operacji
W zależności od ‘Pochodzenia’ zasobu wejściowego mamy różny układ okna danych do edycji.
Z magazynu – przy zaznaczonym, w nagłówku zlecenia, polu ‘Czy naddatki zas.WE’, w polu ‘Netto’ określamy podstawową normę zużycia zasobu na jednostkę produktu wiodącego zlecenia, natomiast w polu ‘Naddatek’ niezbędny technologicznie nadmiar zasobu powiększający normę podstawową – do wielkości brutto zużycia na jednostkę. W różnych zleceniach tego samego produktu niezbędne naddatki wyznaczają ich efektywność z punktu widzenia zużycia zasobów typu materiałowego. Pola wyszarzane są danymi systemowo wyliczanymi bądź ściąganymi (Koszt jednostkowy) z bazy danych. Koszt rzeczywisty pojawi się z chwilą zatwierdzonych pobrań, dokumentowanych RW z odniesieniem we właściwościach pozycji dokumentu do zlecenia.
Gdy pole ‘czy naddatki zas. WE’ w nagłówku zlecenia nie jest zaznaczone, mamy układ danych jak na rysunku Zasoby wejściowe w operacji. W polu Norma określamy wielkość brutto zasobu do użycia w operacji na jednostkę produktu wiodącego. Pole „Norma na zlecenie” przelicza się jako iloczyn pola „Norma” i pola „ilość uruchamiana” z nagłówka zlecenia. Podpowiada się techniczna jednostka miary dla wskazanego zasobu wejściowego. Pole „Ilość wydana” zawiera informacje o ilości wydanej do zlecenia, wielkość pochodzi z zatwierdzonych już dokumentów RW zawierających zasób wejściowy, a skojarzonych ze zleceniem. Pole Koszt jedn. wyświetla koszt jednostkowy po którym nastąpiło wydanie zasobu na dokumencie RW. Pole Koszt rzeczyw. wyświetla koszt wydania ilości wydanej (z dokumentu RW).
●Flaga Czy norma stała – gdy zaznaczona powoduje interpretację podanej normy jako ilości niezależnej od ilości uruchamianej produktu wiodącego w zleceniu. Może chodzić o materiały specyficznie związane z samym rozruchem maszyny/urządzenia bez względu na to jaka ilość będzie wykonana.
●Flaga Technologiczny – gdy zaznaczona powoduje interpretację zasobu jako nie będącego elementem składowym produktu wiodącego. W aspekcie kosztowym można znacznik wykorzystać dla uchwycenia materiałów np. pomocniczych (paliwa technologiczne, czyściwa, smary, media). Przy późniejszym generowaniu dokumentów RW dla pobrania zasobów – materiały technologiczne mogą być uwzględniane lub nie.
●Flaga Rozliczany wstecznie – gdy zaznaczona blokuje umieszczenie zasobu w dokumentach RW generowanych przed zakończeniem ostatniej operacji. Po zakończeniu ostatniej operacji, dokument jest generowany w trybie rozliczenia wstecznego na ilości wstecznie rozliczanego zasobu(ów) – należne dla zliczonej ilości produktu wiodącego i braków w uwzględnieniu przyjętych w zleceniu norm zużycia.
●Pole wyboru – to pole daje możliwość zaznaczenia / odznaczenia zasobów wejściowych przewidzianych do zbiorczego ich skasowania (opcja dostępna pod prawym przyciskiem myszy) w operacji.
●Zasoby wejściowe – pole wyboru daje możliwość zaznaczenia/odznaczenia zasobów wejściowych przewidzianych do zbiorczego ich skasowania (opcja dostępna pod prawym przyciskiem myszy) w operacji.
●Kategoria obrotu – dla zasobów ‘z magazynu’ można wskazać inną kategorię obrotu niż domyślną. Domyślna kategoria obrotu dla zasobów jest zdefiniowana w nagłówku zlecenia.
Jeżeli dla zasobu wejściowego o pochodzeniu ‘z magazynu’ zależy nam na wskazaniu konkretnej partii zasobu, która powinna być użyta w danym zleceniu, to należy wskazać tę partię. W tym celu po zapisaniu zasobu wejściowego korzystamy z przycisku […] w kolumnie ‘Partia’. Otwiera się podpowiedź partii tego zasobu dostępnych w magazynie. Po wybraniu konkretnej partii, identyfikator partii pojawia się w kolumnie ‘Partia’. Przy generowaniu dokumentu RW dla zasobu, wskazana partia zostanie uwzględniona w dyspozycji.
Jeżeli zasób wejściowy wprowadzamy ręcznie i po podaniu zasobu wejściowego pojawia się komunikat, że brak tego produktu w rejestrze Produkcja, oznacza to, że w systemie jest włączona rejestracja produktów w obszarze Produkcja, zaś podany produkt trzeba w tym obszarze zarejestrować. Można to zrobić w opcji: Edycja produktów – Rejestracja produktu. Gdy korzystamy z podpowiedzi produktów, tylko produkty uprzednio zarejestrowane w obszarze Produkcja są dostępne do wybrania z listy podpowiadanych produktów.
Zamienniki zasobów wejściowych

Rysunek 341. Zamienniki zasobów wejściowych
W celu zobrazowania, czy zasoby wejściowe mają zdefiniowane zamienniki oznaczono tłem w kolorze żółtym numer zasobu w operacji.
Użycie przycisku: ‘...’ , w wierszu zasobu będącego materiałem lub półfabrykatem lub usługą (zasób ATK), umożliwia otwarcie okna do edycji/podglądu zamienników dla danej pozycji. Zamienniki mogą pochodzić z technologii, w której były zdefiniowane lub być wskazane bezpośrednio w zleceniu. Zamienniki zasobów wejściowych pochodzących z magazynu, mogą być uwzględnione przy dysponowaniu stanów magazynowych dla wydań zasobów w zleceniu produkcyjnym. Kolejność uwzględniania zamienników jest taka jak kolejność ich definiowania. Brak stanu zasobu głównego (dotyczy to oczywiście tylko zasobów magazynowych) powoduje próbę zadysponowania zamienników wg rosnących priorytetów, a dla równych priorytetów wg rosnących numerów pozycji, aż do zadysponowania żądanej ilości zasobu. Jeżeli zlecenie jest aktywne, a operacja zakończona można podejrzeć definicję zamienników dla zasobu, nie można jej edytować, ani wskazać zamiennika do użycia (w przypadku zasobów ATK). Można definiować zamienniki dla zasobów wejściowych tylko tego samego rodzaju.
Okno definiowania zamienników dla zasobów z magazynu:
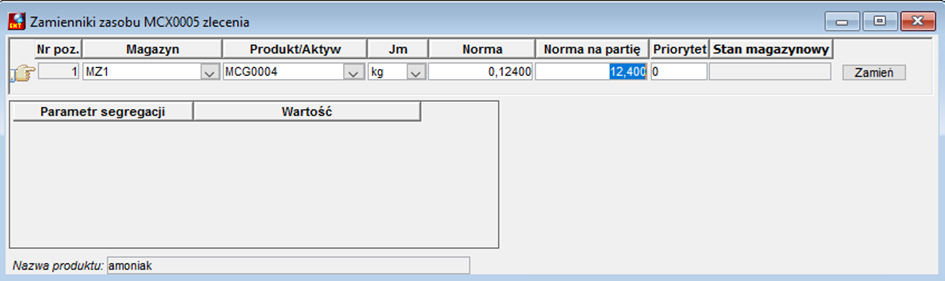
Rysunek 342. Edycja zamienników w zleceniu
Na tej formatce dla każdej pozycji należy podać:
●Magazyn – identyfikator magazynu z którego ma być pobrany zamiennik.
●Produkt – indeks zamiennika.
●Jm – domyślnie wyświetla się techniczna jm dla zamiennika.
●Norma – w tej kolumnie należy podać ilość zamiennika na jednostkę produktu wiodącego zlecenia.
●Norma na partię – ilości wyliczona jako iloczyn normy i ilości uruchamianej w zleceniu.
●Priorytet – jeżeli zdefiniowano więcej niż jeden zamiennik, to priorytet decyduje o doborze zamiennika przy generowaniu dokumentu Rw ze zlecenia.
●Zamień – pojawia się pytanie o zamianę miejscami zamiennika i zasobu wejściowego w tym zleceniu.
Korzystanie ze zdefiniowanych zamienników ma zastosowanie przy generowaniu dokumentów Rw dla zlecenia.
Jeżeli zlecenie jest „robocze” to można wskazywać zamienniki dla zasobów wejściowych pochodzących z magazynu. Jeżeli zlecenie jest „aktywne” to zastosowanie zamiennika w zasobie wejściowym operacji jest możliwe, o ile dla zasobu podstawowego nie wygenerowano wcześniej dokumentu Rw. Jeżeli dokument Rw został utworzony, skorzystanie z zamiennika w definicji zasobu wejściowego operacji nie jest możliwe, co sygnalizuje komunikat.Skorzystanie z zamiennika zasobu może zmienić koszt jednostkowy zasobu, gdyż po zamianie w tym polu jest prezentowany koszt właściwy dla zamiennika (z definicji produktu). Zatem skorzystanie z zamiennika może podnieść / obniżyć koszt zasobu w operacji, a tym samym koszt całej operacji / zlecenia.
Dla zasobu wejściowego o pochodzeniu zasób ATK rodzaju pracownik, formatka do definiowania zamiennika wygląda jak niżej:
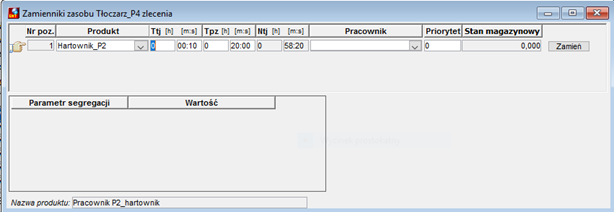
Rysunek 343. Edycja zamienników w zleceniu
W tym oknie definiuje się dane:
●Produkt – identyfikator produktu będącego zamiennikiem dla zasobu wejściowego. Podpowiadane są usługi (zasoby ATK) tego samego rodzaju.
●Tj – czas jednostkowy pracy zamiennika.
●Tpz – czas przygotowawczo-zakończeniowy pracy zamiennika.
●Pracownik – można wskazać identyfikator konkretnego pracownika w ramach zasobu ATK.
●Priorytet – jeżeli dla zasobu wejściowego zdefiniowano więcej niż jeden zamiennik, można określić priorytet doboru zamiennika. W pierwszej kolejności brany jest pod uwagę zamiennik o najniższej wartości priorytetu.
●Parametr segregacji – jeżeli produkt wskazany jako zamiennik ma zdefiniowane parametry segregacji to są wyświetlane na tej formatce.
●Wartość – dla każdego parametru segregacji można podać oczekiwaną wartość parametru dla zamiennika.
Jeżeli zlecenie jest „robocze” to można wskazywać zamienniki dla zasobów wejściowych ATK rodzaju pracownik. Jeżeli zlecenie jest „aktywne” to zastosowanie zamiennika w zasobie wejściowym operacji jest możliwe, o ile dla zasobu podstawowego nie wystawiono karty pracy. Jeżeli jest karta pracy, skorzystanie z zamiennika w definicji zasobu wejściowego operacji nie jest możliwe, co sygnalizuje komunikat.
Dla zasobu wejściowego o pochodzeniu zasób ATK rodzaju maszyna, formatka do definiowania zamiennika wygląda jak niżej:
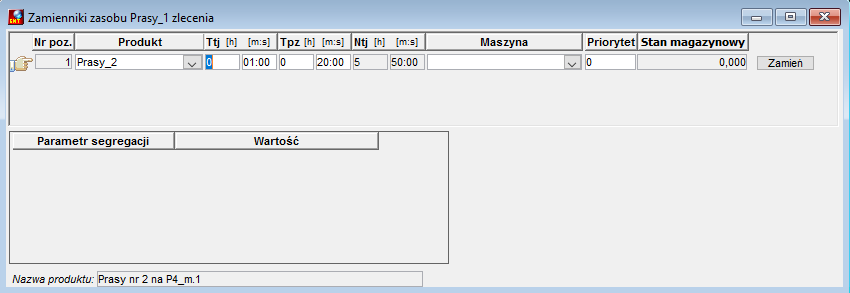
Rysunek 344. Edycja zamienników w zleceniu
W tym oknie definiuje się dane:
●Produkt – identyfikator produktu będącego zamiennikiem dla zasobu wejściowego. Dopuszczalne są usługi – zasoby ATK tego samego rodzaju.
●Tj – czas jednostkowy pracy zamiennika.
●Tpz – czas przygotowawczo-zakończeniowy pracy zamiennika.
●Maszyna – można wskazac konkretny egzemplarz maszyny w ramach wybranego zasobu ATK – zamiennika.
●Priorytet – jeżeli dla zasobu wejściowego zdefiniowano więcej niż jeden zamiennik, można określić priorytet doboru zamiennika. W pierwszej kolejności brany jest pod uwagę zamiennik o najniższej wartości priorytetu.
●Parametr segregacji – jeżeli produkt wskazany jako zamiennik ma zdefiniowane parametry segregacji to są wyświetlane na tej formatce.
●Wartość – dla każdego parametru segregacji można podać oczekiwaną wartość parametru dla zamiennika.
Dla zasobu wejściowego o pochodzeniu zasób ATK - rodzaju narzędzie, formatka do definiowania zamiennika wygląda jak niżej:
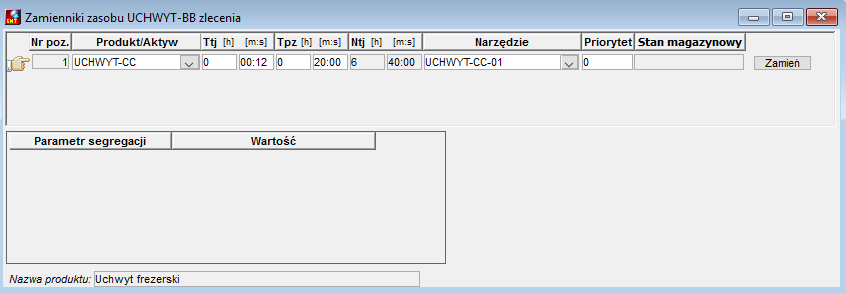
Rysunek 345. Edycja zamienników narzędzia w zleceniu
W tym oknie definiuje się dane:
●Produkt – identyfikator produktu będącego zamiennikiem dla zasobu wejściowego. Dopuszczalne są usługi – zasoby ATK tego samego rodzaju.
●Tj – czas jednostkowy pracy zamiennika.
●Tpz – czas przygotowawczo-zakończeniowy pracy zamiennika.
●Narzędzie – można wskazać konkretny egzemplarz narzędzia w ramach wybranego zasobu ATK – zamiennika.
●Priorytet – jeżeli dla zasobu wejściowego zdefiniowano więcej niż jeden zamiennik, można określić priorytet doboru zamiennika. W pierwszej kolejności brany jest pod uwagę zamiennik o najniższej wartości priorytetu.
●Parametr segregacji – jeżeli produkt wskazany jako zamiennik ma zdefiniowane parametry segregacji to są wyświetlane na tej formatce.
●Wartość – dla każdego parametru segregacji można podać oczekiwaną wartość parametru dla zamiennika.
Jeżeli zlecenie jest „robocze” to można wskazywać zamienniki dla zasobów wejściowych ATK rodzaju narzędzie (zamieniać zasoby). Jeżeli zlecenie jest „aktywne” to zastosowanie zamiennika w zasobie wejściowym operacji jest możliwe, o ile operacja w której zasób występuje, nie jest rozpoczęta.
W operacjach wsadowych norma potrzebnej ilości zasobu zawsze jest określana względem jednego wsadu, a dla zlecenia – jako iloczyn Liczby wsadów i Normy na wsad:

Rysunek 346. Zasoby wejściowe we wsadowej operacji w zleceniu
Pochodzenie Aktywa techniczno-kadrowe – w polach Tj i Tpz mamy określone, do ewentualnej zmiany, niezbędne czasy względem jednostki produktu (Tpz zawsze odnosi się do całej partii, lub jednego wsadu w operacji wsadowej). Pozostałe, wyszarzane pola są wyświetlane na podstawie danych kartotekowych bądź są wyliczane, przy czym wartość w polu Koszt jedn. brany jest z definicji produktu i może być przez użytkownika zmieniony, wtedy wartość z operacji jest brana pod uwagę przy kalkulacji kosztów.
Jeżeli zlecenie jest już aktywne to zmiana kosztu jednostkowego zasobu ATK jest możliwa poprzez skorzystanie z przycisku (…)
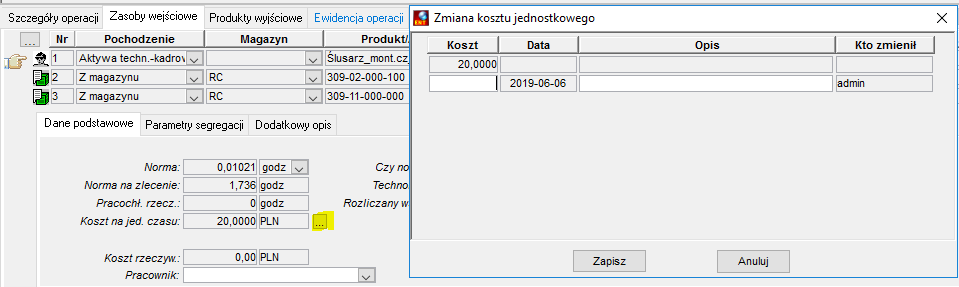
Rysunek 347. Edycja kosztu jednostkowego ATK w zleceniu
Pojawia się wtedy formatka do zmiany kosztu jednostkowego dla danego zasobu. Informacja o tym, kto i kiedy zmienił stawkę dla zasobu w danym zleceniu jest pamiętana.
Względem flag: Czy norma stała; Technologiczny; Rozliczany wstecznie; obowiązuje ta sama interpretacja jak dla zasobu z pochodzeniem ‘z magazynu’. Jeżeli zasób ATK jest rodzaju maszyna, opcjonalnie pojawia się do edycji pole „maszyna”. Pole może być wypełnione pierwotnie wartością pochodzącą z procesu technologicznego. Użytkownik może wybrać z katalogu maszyn dla zasobu ATK urządzenie, na którym powinna być wykonana operacja. Do katalogu maszyn zasobu ATK mogą być dodane obiekty z modułu ZMF. Jeżeli zasób ATK jest rodzaju pracownik, opcjonalnie pojawia się do edycji pole Pracownik. Użytkownik może wybrać z katalogu pracowników osobę przeznaczoną do wykonania tej operacji. Przykład poniżej:

Rysunek 348. Zasoby wejściowe typu Aktywa techniczno-kadrowe
Jeżeli zasób ATK jest rodzaju narzędzie, opcjonalnie pojawia się do edycji pole „Narzędzie”. Pole może być wypełnione pierwotnie wartością pochodzącą z procesu technologicznego. Użytkownik może wybrać z katalogu narzędzi dla zasobu ATK egzemplarz, który powinien być użyty w operacji. Przykład poniżej:
Rysunek 349. Zasoby wejściowe typu Aktywa techniczno-kadrowe rodzaju narzędzie
W przypadku zasobu Aktywu techniczno-kadrowego, o rodzaju ‘Nieokreślony’ (nie maszyna i nie robocizna, ale np. narzędzia, nośniki energii, itp.), wobec braku danych z kart pracy (maszyny lub pracowników) edytowana może być również rzeczywiście zużyta w zleceniu ilość takiego zasobu, w polu Ilość użyta:

Rysunek 350. Zasoby wejściowe typu Aktywa techniczno-kadrowe nieokreślone
W operacjach wsadowych, występują te same zależności jak w technologii tyle, że odniesione do wyjściowego Produktu głównego operacji wsadowej, który – jeśli nie jest produktem wiodącym zlecenia – ma określoną przez użytkownika relację (w postaci Ilości na zlecenie) względem Ilości uruchomienia zlecenia (a nie wielkości partii – jak w technologii). W przypadku, gdy Produkt główny operacji wsadowej jest produktem wiodącym zlecenia, jego Ilość na zlecenie jest automatycznie ustawiana na poziomie Ilości uruchomienia zlecenia i użytkownik nie może jej zmienić.
Dla zrozumienia zależności i wynikłych z nich danych wyliczanych przez program, bardzo ważne jest uświadomienie sobie tych relacji, uwzględniając deklarowaną przez użytkownika ilość produktu głównego z operacji wsadowej, w polu Ilość prod.wy z operacji oraz uzyskiwaną z jednego wsadu – w polu Ilość prod.wy z wsadu, z ilorazu których wylicza się liczbę potrzebnych wsadów. Normy czasu pracy maszyny wsadowej są deklarowane względem jednego wsadu.

Rysunek 351. Zasób wejściowy ATK rodzaju maszyna w operacji wsadowej
Atrybuty:
●Tow (czas obróbki wsadu) – określa czas w skali którego ma miejsce przetworzenie surowców i materiałów skomponowanych we wsad – w produkt wyjściowy z operacji wsadowej (w produkt główny , deklarowany w zakładce Produkty wyjściowe).
●Tpz wsadu – czas niezbędny na przygotowanie maszyny wsadowej (uzbrojenie, ustawienie parametrów pracy itp.) do wykonania obróbki kolejnego wsadu. Także czynności konieczne do zrealizowania po zakończeniu obróbki a specyficznie związane z przetworzonym wsadem, np. wyładunek produktu wyjściowego, odłączenie mediów, czyszczenie itp.
●Tow + Tpz – jest zwykłą sumą obu składowych norm.
●Ilość prod.Wy z wsadu – dana ma charakter ściśle techniczny i wynika z „wsadowej” zdolności maszyny w relacji do atrybutów konkretnego produktu wyjściowego, właściwych dla miary wsadu (objętość, ciężar itp.). Ze względu na deklarowaną przez użytkownika Ilość na zlecenie- w zakładce Produkty wyjściowe – Ilość produktu wyjściowego z operacji (na obrazie jw. ilość ta jest wyszarzona, przywołana ze wspomnianej zakładki, gdzie została wyedytowana na 1000), omawiana dana jest bardzo ważna bowiem iloraz: Ilość prod.wy z operacji / Ilość prod.wy z wsadu wyznacza liczbę wsadów, którą w ramach operacji należy wykonać dla założonej ilości uruchomienia w zleceniu.
●Jm prod.wy – jest jednostką miary przywołaną z zakładki ‘Produkty wyjściowe’, gdzie jest deklarowana.
●Ilość prod.wy z operacji – jak wspomniano wyżej, jest określana źródłowo w zakładce ‘Produkty wyjściowe’.
●Liczba wsadów – dana wyliczana przez program jako określony wyżej iloraz. Jeżeli znacznik pełny wsad:’ jest zaznaczony, wówczas ewentualna ułamkowa liczba wsadów zostaje zaokrąglona w górę.
●Czy pełny wsad – ustawienie znacznika jest interpretowane jako potrzeba naliczenia dla operacji zasobów wejściowych w ilości wystarczającej dla przerobienia całkowitej liczby wsadów (pełne wsady są charakterystyczne dla np. branż chemicznych czy spożywczych). Jeżeli znacznik nie jest ustawiony, wówczas ilość zasobów wejściowych jest naliczana dla wyliczonej, w tym ułamkowej liczby wsadów. Charakterystyczne dla branży np. metalowej. Przykładowo, operacja nawęglania określonego elementu dotyczy, w ramach danego zadania produkcyjnego, konkretnej jego liczby, która może nie wyczerpywać lub odwrotnie – przekraczać pojemność pieca, wyznaczając ułamkową liczbę wsadów. I tak to należy zostawić, bowiem w takiej sytuacji zaznaczenie pola ‘Czy pełny wsad’ jest niewłaściwe, gdyż program aktualizując w reakcji ilość zasobów, tutaj elementów do ulepszenia, do zaokrąglonej liczby wsadów, wyznaczy liczbę elementów większą aniżeli mamy do obrobienia. Należy podkreślić, że przy ułamkowej liczbie wsadów program i tak przyjmuje pełną liczbę wsadów dla czasu pracy zasobu typu ATK (maszyna lub robocizna), dla wyznaczenia w ten sposób cykli operacji w wierszu operacji (pola Cykl/Ntj i Cykl/Ntpz). Ostatecznie, ulepszanie musi trwać „swój” czas” bez względu na to czy przykładowy piec jest zapełniony, czy też nie.
●Tryb realizacji – w okolicznościach wielowsadowego zadania produkcyjnego, w sytuacji gdy dysponujemy większą liczba odpowiednich maszyn wsadowych, możemy zadeklarować tryb równoległy i następnie podać liczbę maszyn jaką chcemy desygnować do równoczesnej realizacji zadania. Liczba maszyn jest kontrolowana przez program i nie może przekraczać podanej w zapisie kartotekowym maszyny jako aktywa typu ATK. Podanie większej liczby maszyn niż jedna skutkuje odpowiednim skróceniem cykli realizacyjnych Cykl/ Ntj i Cykl/Ntpz operacji. Przy nieparzystej liczbie maszyn, program wylicza cykle dla sekwencji liczby wsadów, liczby będącej ilorazem: Liczba maszyn /Liczba wsadów, zaokrąglonym w górę do liczby całkowitej.
●Tryb realizacji równoległy- wg objaśnienia jw. Cykl ‘równoległy’ jest uchylany przez program, o ile występuje tylko jeden egzemplarz maszyny wskazywanej do pracy równoległej.
●Tryb realizacji szeregowy – przy jego zaznaczeniu program wyszarza pole Liczba maszyn, ponieważ przyjmuje się domyślnie, że w trybie szeregowym pracuje tylko jeden egzemplarz maszyny.
●Liczba maszyn – inicjalnie podpowiadany jest przez program szeregowy tryb realizacji i jedna maszyna.
●Wielkość wsadu – dana wyświetlana w celach informacyjnych – z definicji maszyny wsadowej jako zasobu ATK w kartotece produktów. System nie kontroluje porównania wielkości wsadu z ilością produktu wyjściowego z wsadu.
●Jm wsadu – jw.
●Czy dociążany innym zadaniem? – pole dostępne do edycji tylko wówczas, gdy pole ‘Czy pełny wsad’ nie jest zaznaczone. Ustawienie tego wskaźnika jest interpretowane jako dopuszczalność realizacji na tej maszynie innego zadania w tym samym czasie (np. hartowanie dwu różnych fizycznie elementów, ale z tymi samymi parametrami obróbki cieplnej).
Zasoby ‘z zakupu’ – w przypadku zasobu tego typu podajemy planowane użycie zasobu na jednostkę produktu wiodącego w polu Norma, z możnością edytowania wartości w polu Koszt jedn., podpowiedzianej z danych produktu/usługi z zakupu. Norma na zlecenie jest wyliczana stosownie do ilości uruchamianej w zleceniu.

Rysunek 352. Zasoby wejściowe ‘z zakupu’
Rzeczywiste zużycie zasobu z zakupu jest wyceniane bądź to poprzez zapis ewidencyjny w samym zleceniu przyciskiem ‘…’ , lub na podstawie faktury dostawcy – przy wskazaniu w niej zlecenia, które ma być obciążone dostarczonym produktem/usługą. Aby informacja z dokumentu zakupu „wróciła” do zasobu wejściowego w zleceniu, w pozycji dokumentu zakupu we właściwościach należy wskazać zlecenie i operację, w której ten produkt występuje.
Użycie wspomnianego przycisku w aktywnym zleceniu, udostępnia robocze okno umożliwiające podanie ilości zasobu z zakupu, użytej w zleceniu. Takie działanie jest celowe, gdy nie mamy powiązania z dokumentem zakupu, a chcemy podać ilość dostarczoną.
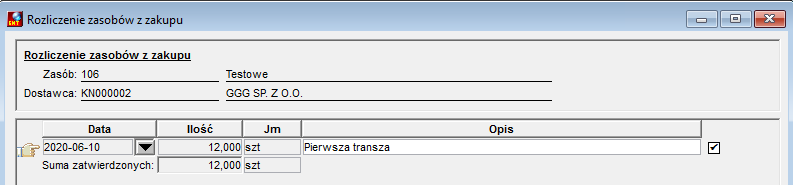
Rysunek 353. Zasoby wejściowe ‘z zakupu’ – rozliczenie w aktywnym zleceniu
W przypadku operacji wsadowej, okno deklaracji zasobu ‘z zakupu’ ma nieco inny układ: Norma na jednostkę produktu, tutaj jest zastąpiona normą na jeden wsad, deklarowaną w polu Norma na wsad i przeliczana na ilość uruchamianą dla zlecenia z uwzględnieniem koniecznej dla niej liczby wsadów (pole Norma na zlec.).
Dla zasobów ‘z zakupu’ można w aktywnym zleceniu wygenerować dokument zapotrzebowania dostawy.
Zasób ‘z poprzedniej operacji ‘ – w operacjach nie wsadowych, w przypadku zasobu tego typu – podajemy planowane użycie zasobu na jednostkę produktu wiodącego w polu Netto i odpowiednio, opcjonalnie – w polu Naddatek. z ich sumy tworzona jest norma brutto zużycia na jednostkę produktu – pole Norma oraz łączne zużycie w operacji na całe zlecenie – w polu Norma na zlecenie, wyliczana programowo, stosownie do ilości uruchamianej w zleceniu. Oba kolejne pola: Ilość wydana oraz Koszt jednostkowy podlegają edycji, przy czym to drugie jest inicjalnie ustawiane przez program kosztem jednostkowym z zapisu produktu w kartotece produktów.

Rysunek 354. Zasoby wejściowe z poprzedniej operacji
Pole Ilość wydana jest dostępne do edycji po rozpoczęciu operacji w zleceniu aktywnym.
W przypadku operacji wsadowej, podobnie jak w przypadku poprzednich typów zasobów, okno ma nieco inny układ. Użytkownik określa normę użycia zasobu względem jednego wsadu – pole Norma na wsad, zaś program wylicza Normę na zlecenie, uwzględniając Ilość uruchamianą w zleceniu i potrzebną dla niej Liczbę wsadów:

Rysunek 355. Zasoby wejściowe z poprzedniej operacji w operacji wsadowej
Podobnie jak poprzednio, pole Koszt jednostkowy, inicjowane przez program z zapisu w produkcie – jest dostępne do edycji.
W zasobach wejściowych użytkownik może wprowadzić dodatkowe informacje korzystając z zakładek dostępnych dla zasobów wejściowych:
●Parametry segregacji – dla zasobów wejściowych o pochodzeniu ‘z magazynu’ możliwe jest w tym miejsce wskazanie wartości parametrów segregacji dla tych produktów.
●Dodatkowy opis – dla każdego zasobu niezależnie od pochodzenia można wprowadzić dodatkowe informacje opisujące zasób wejściowy.
●Dane dodatkowe – jeżeli w typie zlecenia zostały zdefiniowane dane dodatkowe dla zasobów wejściowych, w tej zakładce użytkownik może podać wartości danych dodatkowych dla wskazanego zasobu.
W zakładce „zasoby wejściowe” użycie prawego przycisku myszy pozwala skorzystać z opcji prezentowanych poniżej:
Opcja Dodaj operacje z technologii półfarbykatu umożliwia wczytanie operacji ze wskazanego procesu technologicznego. Opcja się pojawia, jeżeli w zasobach wejściowych operacji jest zdefiniowany zasób o pochodzeniu „z magazynu” i stopniu fabrykacji „półfabrykat”. Wczytane w ten sposób operacje, pojawiają się w zleceniu przed operacją, w której wskazano półfabrykat.
Zakładka Produkty wyjściowe
W tej zakładce definiujemy produkty będące efektem realizacji operacji.
Kolumna Przeznaczenie może mieć wartość: Następna operacja, Do magazynu, Inne.
Do magazynu, to podajemy następnie, poprzez edycję lub wybranie z listy podpowiedzi – odpowiedni magazyn. Wprowadzonym następnie produktem może być tylko produkt o stopniu fabrykacji ‘półfabrykat’ lub ‘wyrób gotowy’ lub ‘usługa’. Bez względu na to, czy operacja jest realizowana dla partii czy w trybie wsadów, pozostałe pola są identyczne tyle, że dla operacji wsadowej należy koniecznie wskazać produkt główny operacji, w szczególności, gdy na wyjściu z tej operacji jest więcej niż jeden produkt. Wskazania dokonujemy przez zaznaczenie flagi w polu ‘Prod.gł. ‘ Kategoria obrotu – dla produktów wyjściowych ‘do magazynu’ można wskazać inną kategorię obrotu niż domyślną. Domyślna kategoria obrotu jest zdefiniowana w nagłówku zlecenia. W tej zakładce działa multiwybór z podpowiedzi produktów.
Kategoria obrotu – dla produktów wyjściowych ‘do magazynu’ można wskazać inną kategorię obrotu niż domyślną. Domyślna kategoria obrotu jest zdefiniowana w nagłówku zlecenia.
Jeżeli produkt wyjściowy z operacji jest wyjściowym produktem wiodącym ze zlecenia, to Ilość na zlecenie nie jest dostępna dla edycji, gdyż program automatycznie ustawia ją na poziomie Ilości uruchamianej zlecenia – w obrazie niżej:

Rysunek 356. Produkty wyjściowe
Produkt wyjściowy z przeznaczeniem Do następnej operacji, musi być w którejś z operacji kolejnych zadeklarowany jako jej zasób wejściowy, w przeciwnym przypadku w procedurze sprawdzenia lub przy bezpośredniej próbie zatwierdzenia, zostanie wytknięty błąd uniemożliwiający uaktywnienie (zatwierdzenie) zlecenia.
Jeżeli produkt Wy z operacji wsadowej jest równocześnie produktem wiodącym całego procesu zlecenia, wówczas nie będzie już mógł być zadeklarowany powtórnie jako produkt wyjściowy w którejkolwiek z operacji kolejnych – gdyby (indywidualnie edytowany lub modyfikowany) proces miał je zawierać. W razie takiej konieczności (bo np. po operacji wsadowej produkt podlega dalszej obróbce) należy przypisać mu dodatkowy identyfikator i dopisać do kartoteki ‘Produkty’ jako półfabrykat i wówczas jako takiego zadeklarować w operacji wsadowej z przeznaczeniem „do następnej operacji”.
Przy przeznaczeniu Inne, produkt wyjściowy nie ma wymuszanej w jakikolwiek sposób relacji do produktu wiodącego lub innych np. kooproduktów.
Zakładka Ewidencja operacji

Rysunek 357. Ewidencja operacji
Dla zlecenia ze statusem Aktywne, możliwa jest ewidencja realizacji kolejnych operacji (dane pod zakładką są dostępne do edycji). Zapisanie rozpoczęcia pierwszej operacji zmienia stan zlecenia na „rozpoczęta pierwsza operacja”. Służy do tego przycisk Rozpocznij, po użyciu którego system podpowiada planowaną datę rozpoczęcie operacji. Użytkownik może też wskazać datę i godzinę bieżącą lub podać inną datę.
Operacje rozpoczęte są wyświetlane na liście operacji na niebiesko. Dla operacji już rozpoczętej można wprowadzać rzeczywiste czasy wykonania operacji Tpz, Ntj oraz Datę zakończenia. Ta ostatnia odnosi się do wiersza zapisu czasów wykonania, a nie całej operacji jako takiej. Oznacza to, że możemy wprowadzić wiele wierszy zapisów czasu wykonania, co odpowiada okolicznościom realizacji przerywanej:

Rysunek 358. Ewidencja operacji – cd.
W związku z obsługą kart pracy zarówno pracowników jak i maszyn, zapisy w tych wierszach mogą służyć celom porównawczo-kontrolnym oraz statystycznym. Wypełnianie nie jest egzekwowane przez program.
Przed zakończeniem operacji należy wprowadzić dane dotyczące produktów wyjściowych.
Dla oznaczenia operacji jako zakończonej użyć przycisku Zakończ. W przypadku zakończenia ostatniej operacji nie zmienia ono automatycznie statusu zlecenia na zamknięte, jedynie zmienia się jego stan na: Zakończona ostatnia operacja. Przed zakończeniem operacji sprawdzane są parametry wydania zasobów wejściowych zapisane w typie zlecenia i pojawiają się stosowne ostrzeżenia. Do operacji zakończonej nie można dodać nowych zasobów wejściowych. Z takiej operacji nie można też generować dokumentów Rw dla zasobów magazynowych. Aby to było możliwe należy anulować zakończenie operacji. Użytkownik, który anuluje zakończenie operacji musi posiadać odpowiednie prawo nadane w systemie. Operacje zakończone są wyświetlane na liście operacji na niebiesko (czcionka pogrubiona).
Zakładka Ewidencja produktów wyjściowych

Rysunek 359. Ewidencja produktów wyjściowych
W tej zakładce wprowadza się zapisy dotyczące zliczenia produktów wyjściowych. Zliczeniu podlegają produkty wyjściowe przypisane do danej operacji zlecenia. Użycie klawisza Zliczanie otwiera dodatkowy ekran roboczy do wprowadzenia danych o wyprodukowanej ilości. W górnej części wyświetlona zostaje specyfikacja o nazwie Zdefiniowane produkty wyjściowe operacji, gdzie podany jest/są (są – jeśli więcej niż jeden) wykonywany w operacji produkt/y/.
Wybranie któregoś z nich i wciśnięcie podłużnego klawisza ze strzałką o nazwie Zliczaj produkt wybrany z listy zdefiniowanych, otwiera edycję dla wprowadzenia danych o wytworzonej ilości i brakach:

Rysunek 360. Zliczanie produktów wyjściowych
Użytkownik może zmienić ilość zliczoną, a podpowiadaną przez program na rzeczywiste wyniki wykonania i zapamiętanie wprowadzonych danych (w przykładzie wprowadzono Ilość=990 sztuk oraz Ilość braków = 10 sztuk) – te informacje są przenoszone do ekranu początkowego.

Rysunek 361. cd – zliczanie produktów wyjściowych
O ile zliczony produkt miał przypisany parametr segregacji (zmienna wartość która wyróżnia jego kolejne wykonania), to uaktywnione jest dodatkowe okno, w którym należy uzyskaną w wykonaniu wartość parametru wprowadzić. W przykładzie za parametr segregacji przyjęto „rozmiar”, który dla zliczonej ilości 990 szt. ma wartość = 15.
Kategoria obrotu – dla produktów zliczonych ‘do magazynu’ można wskazać inną kategorię obrotu niż domyślną.
Jeżeli są pozycje zliczenia zerowej ilości i ilości braków pojawi się pytanie do użytkownika, czy opuścić formatkę, czy pozostać dla poprawienia danych. Przy uruchamianiu kolejnej operacji w sekwencji operacji, nie są brane pod uwagę zliczenia o zerowej ilości / ilości braków.
Jeżeli dla zliczenia zostanie wygenerowany i zatwierdzony dokument Pw to zliczenia nie można usunąć, chyba że do dokumentu Pw zostanie wystawiona korekta (storno) na całą ilość zliczoną.
Jeżeli zliczenie było podstawą do uruchomienia w systemie kolejnej operacji, takiego zliczenia nie można usunąć, pojawia się komunikat ostrzegawczy.
Zakładka Załączniki
Załączniki – korzystając z prawego przycisku myszy można dodać załącznik do pozycji (operacji) zlecenia. Program informuje o liczbie załączników dodanych w tym miejscu do zlecenia. Jeżeli zlecenie zostało utworzone w oparciu o proces technologiczny, który zawierał załączniki do pozycji, to załączniki te są umieszczane w pozycji zlecenia.
Zakładka Dane dodatkowe
Dane dodatkowe – jeżeli w typie zlecenia zdefiniowano dane dodatkowe do pozycji zlecenia, w tej zakładce może podać konkretne wartości tych danych dla edytowanego zlecenia.
Jeżeli w tej zakładce pojawia się * oznacza to, że do typu zlecenia są dodane dane dodatkowe i należy podać ich wartości.